
スポット溶接 主に板金同士の溶接に使われる。需要に応じ、汎用型、卓上型、ポータブルスポット溶接ガン、ロボットアームに対応できます。最大溶接厚みは5mmまで。あらゆる素材、低炭素鋼、亜鉛メッキ鋼、アルミ合金、銅合金、チタン合金、高張力鋼、炭素鋼などに対応可能。通常、スポット溶接は一点溶接で、プロジェクション溶接は突起部に加圧し、多点同時溶接が可能です。
抵抗溶接について
抵抗溶接とは何ですか?
抵抗溶接とは、溶接したい2片の金属母材を電極で適切な力で加圧し、母材に電流を流すことで発生するジュール熱(抵抗発熱)を利用した溶接工法で、溶接補助剤やシールドガスなどを必要としません。抵抗溶接に必要な熱量は母材の電気抵抗を利用します。抵抗溶接の利点は作業者に特別な技術を必要としないため、迅速かつ低コストで大量生産が可能になります。
抵抗溶接には五つの工法があります:
スポット溶接, プロジェクション溶接, シーム溶接, フラッシュバット溶接 / バット溶接/アップセッティング及び アップセッティング/抵抗加熱
五つの抵抗溶接工法の中で、フラッシュバット溶接(またはバット溶接)とアップセッ溶接は、接合金属を重ねる必要がありません。フラッシュバット溶接では、局所的なアークと抵抗加熱を用い、その後、加圧して接合部を鍛接します。一方、抵抗加熱は、部品に電流を流して熱を発生させるプロセスで、通常、加圧は行わず、主に熱処理や鍛造の準備に使用されます。
抵抗溶接機にメインに2つのパウア コンバージョンがある。ACからACへ、とACからDCへ転換する。
ACからACへの変換
- 単相交流
ACからDCへの変換
- コンデンサー式直流
- 三相整流式直流
- 三相インバータ直流(MFDC)
コンデンサー式直流電流は瞬間電流のため、シーム溶接・フラッシュバット溶接・アプセットバット溶接には不向きです。
溶接プロセス

プロジェクション溶接 プロジェクション(突起)溶接とは、突起部を加圧し、電流を突起部に流すことによって生じる発熱で、突起部を溶かし、部品同士の溶着を行い、接合します。
スポット溶接が溶接点が電極の寸法や形で決まるのに対し、プロジェクション溶接では溶接電流と発生した熱が突起部に集中しています。プレス加工、冷間鍛造などで突起部を設けることができます。プロジェクション溶接はスポット溶接より幅広く使われています。ナットやボルトをシート材へ溶接したり、フラットバーとツイストバーを広範囲に溶接するグレーチングの製造にも使われています。
シーム溶接 は、1つまたは2つの円板電極が回転して、板金部品に一連の重なり合ったスポット溶接を行い、溶接部を気密または液密にします。ロールスポット溶接とシーム溶接に分けることができます。
ロールスポットは、スポット溶接または一連のスポット溶接と冷却時間の間の交換であり、溶接プロセス中に電極を開かずに行われます。ロールスポットは、ブレーキシューシーム溶接プロセスでリムの圧痕がロールスポット溶接される様子に良く描かれています。
シーム溶接におけるシームは、連続シームとパルスシームに分かれます。連続シームは冷却時間なしで重なったスポット溶接であり、パルスシームは冷却時間を含む重なったスポット溶接ですが、非常に短いため、スポットがまだ接続されたままです。シーム溶接機は、電極ホイールに内部冷却および外部冷却があります。内部冷却と外部冷却の選択は、板金部品の材料、達成すべき溶接強度、および溶接部品の用途によって異なります
フラッシュバット溶接 / バット溶接 は、金属の端面同士を接触させて接合する抵抗溶接の一種です。同じ断面または異なる断面を持つチューブ、バー、ロッド、板金、またはプレートの溶接に広く使用されます。
バット溶接は、アップセットバット溶接(Upset Butt Welding)とも呼ばれます。このプロセスでは、溶接に必要な熱は、接合面に電流を流す際に生じる電気抵抗によって発生します。
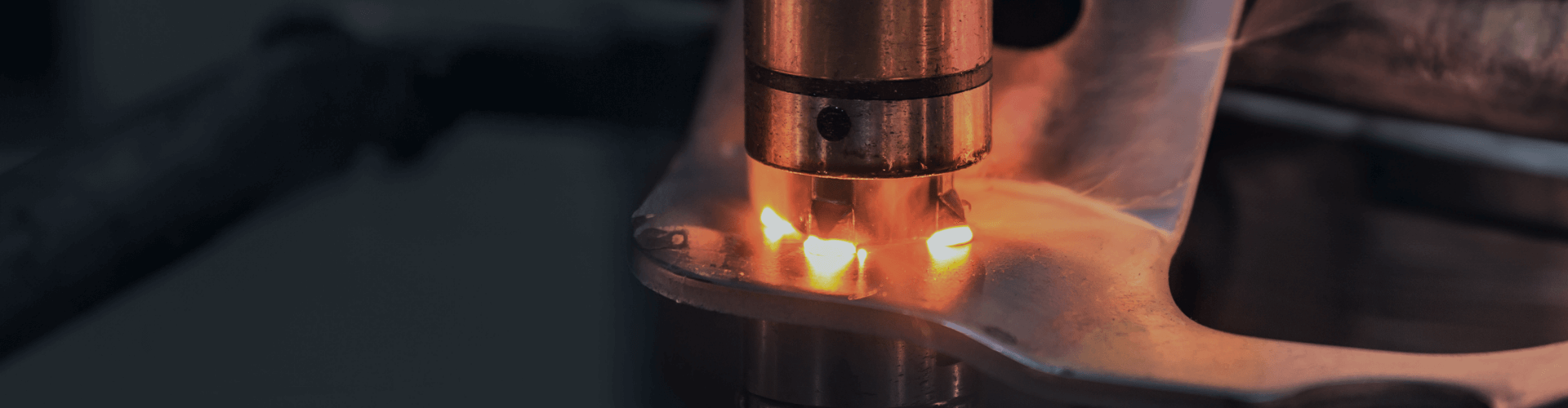
フラッシュバット溶接では、金属表面が高電流の下で制御された接触を行い、材料が溶融して接合部から火花(フラッシュ)が発生します。接合面が十分に加熱され、溶接エリアが適切に準備された後、強い圧力を加えることで金属端面を鍛接し、溶接が完了します。 この方法は、溶接材の重ね合わせを必要とせず、平坦または不規則な断面を持つ金属部品を接合するのに適しています。フラッシュバット溶接の鍛接プロセスでは、高電流を維持しながら強い圧力を加え、均一で高強度の接合を実現します。
抵抗加熱器 は、抵抗溶接の電気システムを活用して金属部品に熱を生成する装置です。この装置は、電流が金属部品を通過する際に発生する電気抵抗による発熱を利用します。アップセットとは、生成された加熱ゾーンに力を加えることで、金属部品を所定の形に鍛造するプロセスを指します。この技術は主に金属の成形や溶接の準備工程に使用されます。詳細については、「加熱および溶接機」のセクションを参照してください。
抵抗溶接のパワーコンバージョン
単相交流は最も一般的に使用されている電力変換方式です。交流電流は1/2サイクルごとにゼロに戻り、「電流が流れない」期間が生じるため、断続的な加熱反応を引き起こします。この特性により、単相交流は溶接プロセスにおいて効率的な加熱を可能にします。 定電流コントローラーを搭載した交流溶接機は、一次電圧の補償と一次側および二次側の定電流フィードバック制御を実現します。このシステムにより、電力の変動を自動的に調整し、安定した溶接品質を維持することができます。
単相交流は最も一般的に使用されている電力変換方式です。交流電流は1/2サイクルごとにゼロに戻り、「電流が流れない」期間が生じるため、断続的な加熱反応を引き起こします。この特性により、単相交流は溶接プロセスにおいて効率的な加熱を可能にします。
定電流コントローラーを搭載した交流溶接機は、一次電圧の補償と一次側および二次側の定電流フィードバック制御を実現します。このシステムにより、電力の変動を自動的に調整し、安定した溶接品質を維持することができます。
コンデンサー式直流は、数十個または数百個のコンデンサーを使用してエネルギーを蓄え、必要に応じて回路に放電する溶接方式です。蓄えたエネルギーは高速で変圧器に送られ、溶接に必要な電流を効率的に生成します。この方式は、熱間圧延鋼板(SPHC)、冷間圧延鋼板(SPCC)、複数の圧痕がある厚鋼板、エンボス加工されたステンレス鋼板などの溶接に適しています。 さらに、この機械は、高電流・短時間の溶接が必要な非鉄金属(例えば銅やアルミニウム)の溶接にも最適です。これにより、幅広い材料の溶接に対応することが可能です。
三相整流-直流式は、三相インバータ直流が一般的になる前に使用されていた三相電源方式です。この方式では、平衡な三相交流入力を溶接用の直流電流に変換します。単相交流と比較して、エネルギー効率が高く、約40%の省エネを実現します。
三相DCインバータ(MFDC)は、 平衡三相電源から入力した電流波形を完全に直流に変換し、1000Hzに切り替え、一次トランスに交流電源を供給する。また、その電流を溶接作業のための直流に整流する。
MFDC の優位は下記のとおりです:
- 1.電流波形に「空白期間」がありません。三相整流直流電力は、三相均衡交流入力を溶接用の直流に変換します。これにより、溶接品質が向上し、溶接スパッタの制御が可能になります。
- 2.溶接における低い電力消費。周波数は50/60Hzから1000Hzに変換されます。高周波は高い電流密度を生み出します。高周波は、最短の時間間隔で必要な溶接熱を容易に発生させるため、溶接がより迅速に、低い電力消費で完了します。高周波スイッチング技術は、単相交流ソリューションと比較して60~70%の電力消費削減を実現します。
- 3. 中周波トランスは、広範の溶接を可能にします。交流トランスは、十分な電流供給を引き起こさない可能性があり、その結果、溶接品質が低下します。